Abstract
This article examines how the Waterdeep Trading Company applies shop floor automation across its workshops, forges, kitchens, and docks to eliminate recording delays, reduce production losses, and maintain consistent quality. It covers the foundational principles of state-based tracking, the events that drive automation, and the area-specific controls used across different production environments. A worked example traces a heated cauldron batch from ingredient issue through to inventory creation. Readers seeking a concise overview may read only the opening and closing sections. The middle section provides expanded detail on events, area-specific controls, and the worked example for those wanting a deeper understanding of how automation operates in practice.
What Shop Floor Automation Means in Faerûn
In the workshops, kitchens, forges, and docks of Faerûn, work does not pause to wait for parchment and ink. As trade volume increased, the Waterdeep Trading Company found that memory, shouted confirmations, and end-of-day notes could no longer protect quality or coin.
Shop floor automation in Faerûn is the practice of observing work as it happens and recording it at the exact moment of change. Runes shift, seals bind, counters advance, and ledgers update without delay. This is not about replacing workers or removing judgment. It is about defining clear stations, clear states, and clear outcomes so that work can speak for itself.
When ingredients are issued, a batch formally exists. When heat reaches its required level, the heating step is complete. When a seal is applied, inventory becomes real. Each change in state carries meaning, and each meaning is recorded at once. The shop floor becomes the source of truth.
Why It Matters to the Waterdeep Trading Company
As operations expanded, three risks emerged simultaneously. Work was being completed without timely records, costs were absorbed without being traced, and goods were moving before proof existed that they should.
Automation closes these gaps by ensuring that every meaningful change creates a record at the moment it occurs. Nothing relies on recall, and nothing waits for a clerk to catch up. For a company operating across Waterdeep, Baldur’s Gate, Silverymoon, and beyond, this consistency is not a luxury. It is the foundation of trustworthy trade.
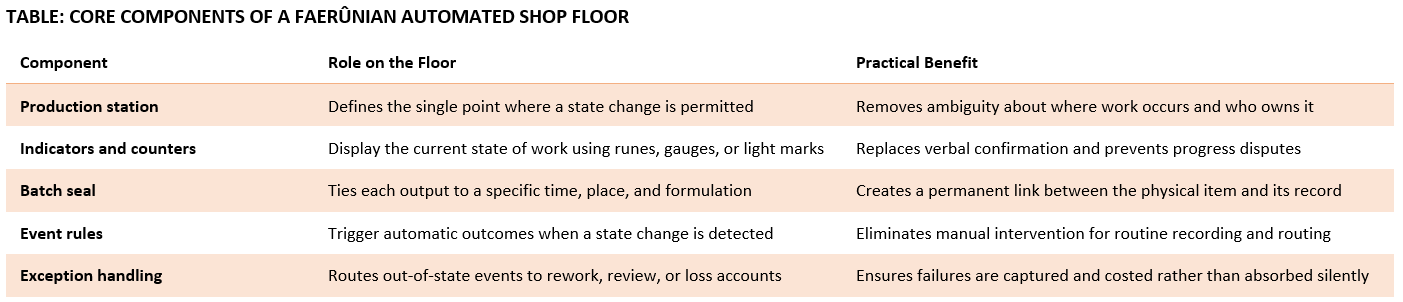
Core Components of a Faerûnian Automated Floor
Production begins at clearly defined stations, each responsible for a single type of action such as mixing, heating, shaping, sealing, or packing. A station is not just a place; it is the point where the state is allowed to change.
Indicators and counters make those state changes visible. Runes, scales, gauges, and light marks show whether work is idle, active, complete, or failed. These replace verbal confirmation and remove ambiguity from progress checks.
Every output receives a batch seal tied to time, place, and formulation. The seal acts as both permission and proof, linking the physical item to its recorded history.
Event rules connect state changes to outcomes. When a state changes, inventory may be recorded, cost captured, release blocked, or review requested, all without waiting for human intervention.
The following table summarizes each core component, its role on the floor, and the practical benefit it delivers to the Waterdeep Trading Company.
Events That Drive Automation
Automation depends on recognizing events rather than intentions. A batch does not exist because someone planned it; it exists because ingredients were issued. A step is not complete because time passed; it is complete because an indicator changed state.
The following table identifies the most common shop floor events, their triggers, and the purpose each serves in the production record.
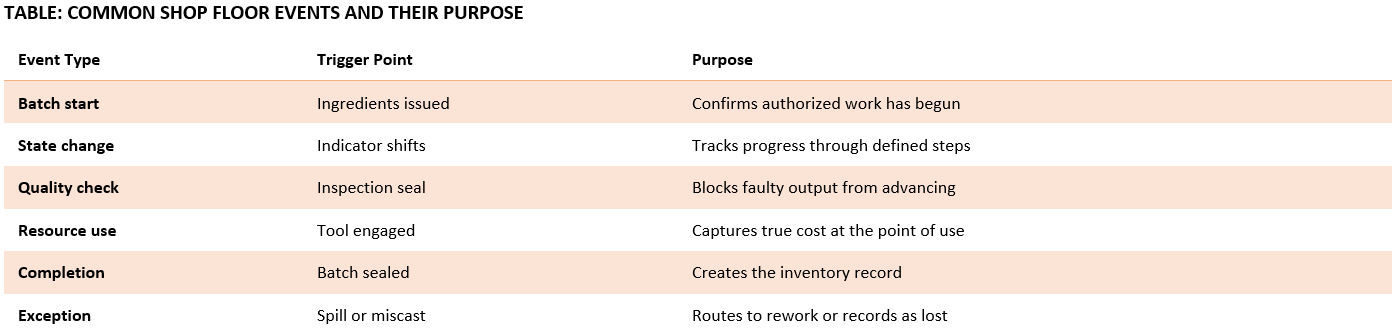
Each event is small on its own, but together they create full visibility into how work moves across the floor. The power of this approach is that no single worker is responsible for maintaining the full picture. The floor assembles itself automatically, event by event.
It is also worth noting what these events are not. They are not scheduled reminders or periodic reviews. They fire at the moment of change, which means the record is always current, never reconstructed from memory, and never dependent on a clerk completing their rounds.
Automated Tracking by Area
Different production environments present different challenges, and automation must be configured to match each one. The following sections describe how the Waterdeep Trading Company applies event-based tracking across its four primary operational areas.
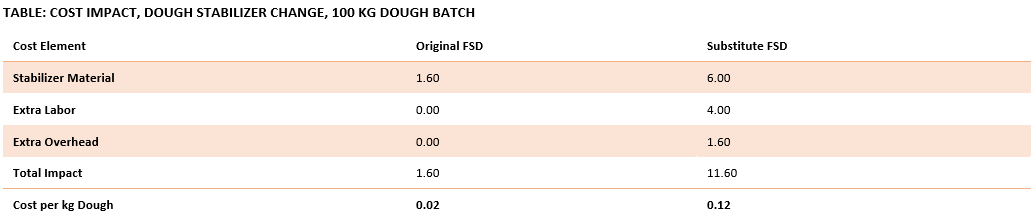
Alchemical and Craft Production
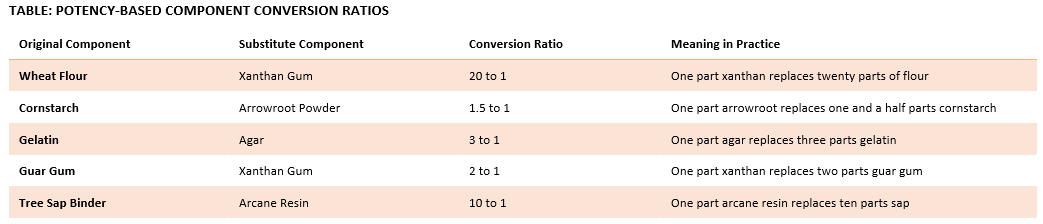
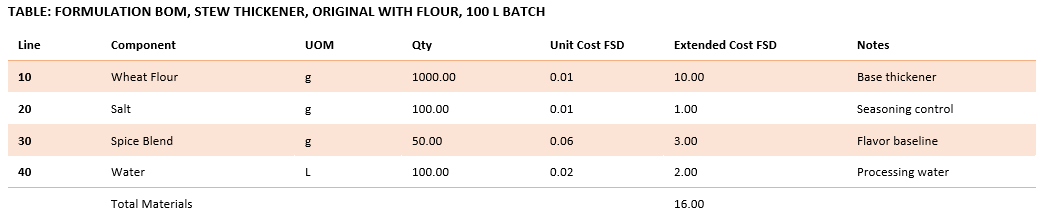
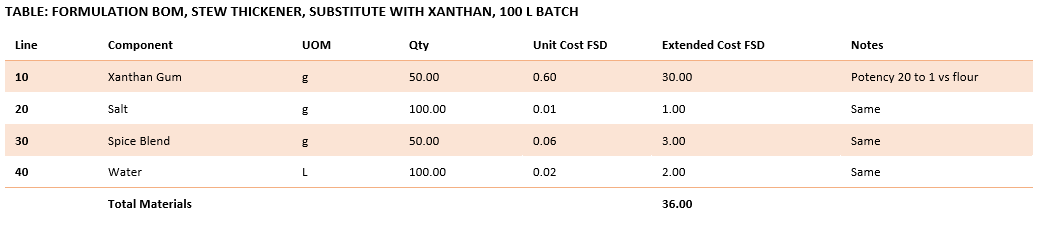
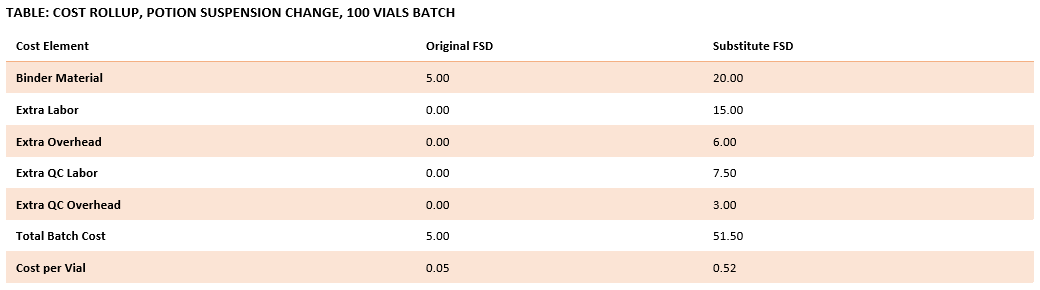
In alchemical workshops and craft halls, formulations are locked to approved versions. A station configured for a specific blend will refuse inputs from outdated or unapproved formulas before work begins. Any substitution of an ingredient or supplier immediately flags the batch for review rather than allowing production to continue on an untested basis.
This prevents unsafe output from reaching the warehouse and ensures that strength, composition, and consistency remain within the tolerances set by the guild’s master artificers. When a batch is flagged, it moves to a holding state until a qualified inspector reviews and either approves or rejects it. The cost of the flagged batch is captured regardless of outcome, so waste is never invisible.
Kitchens and Food Halls
In kitchens and guild dining halls, cooking stations track both portions prepared and portions issued. Daily preparation limits are enforced automatically; when a threshold is reached, the station closes, and preparation stops without requiring a supervisor to intervene.
Rollover rules define what happens to prepared food at the close of each day. Depending on the item and the guild contract in place, food may be transferred to same-day service, logged as waste, or scheduled for disposal. These rules keep illness risk low and ensure that waste is recorded as a real cost rather than quietly absorbed into overhead.
Forges and Workshops
In forges and manufacturing workshops, tools and molds are treated as shared resources with defined availability states. When a tool is assigned to a batch, it cannot be assigned elsewhere until it is released. This prevents double-booking and ensures that the tool cost recorded against a batch reflects actual usage rather than an estimate.
Wear and repair needs are logged as events rather than complaints. When a tool reaches a defined usage count or shows signs of degradation, a maintenance event is created automatically. This makes repair needs visible before failure occurs, protecting both the tool and the production schedule that depends on it.
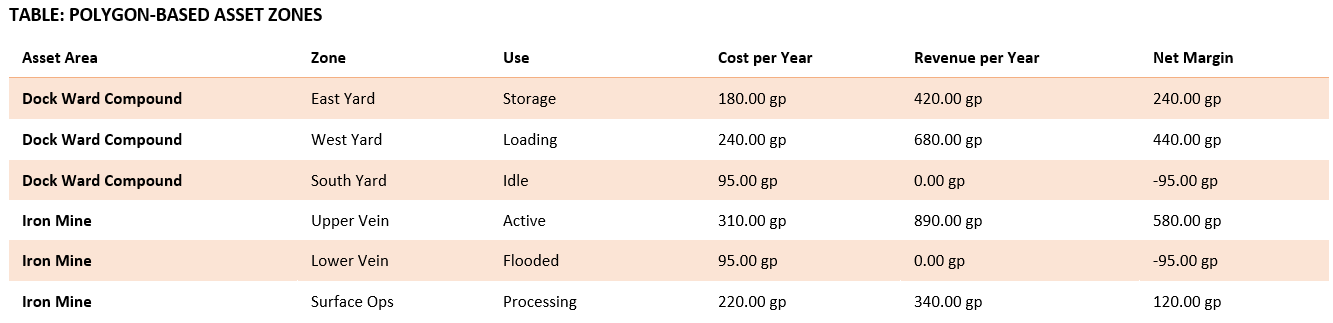
Docks and Warehouses
On docks and in warehouse facilities, arrival and departure are recorded at the moment of physical movement. Each load is tied to a batch seal, a route designation, and a named handler. When a discrepancy appears between what was dispatched and what arrived, the record points immediately to the point of separation rather than requiring a full investigation of all parties in the chain.
This is especially valuable for the Waterdeep Trading Company’s long-haul routes between the Sword Coast and inland cities such as Neverwinter, Silverymoon, and Baldur’s Gate, where goods may pass through multiple hands and several days of travel before reaching their destination.
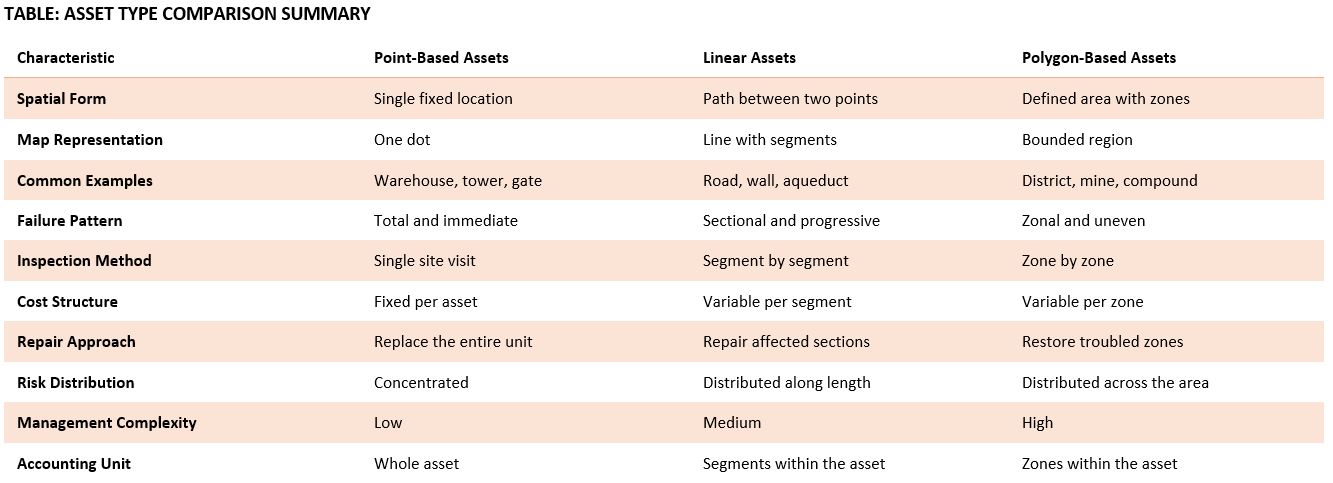
Station Design and Flow Principles
A well-designed automated floor is organized so that each station has exactly one input state and one output state. Work enters a station in a defined condition, and it leaves in a different, defined condition. Anything outside those two states is an exception.
The following table illustrates a standard station sequence for craft production and the state transitions that automation tracks at each point.
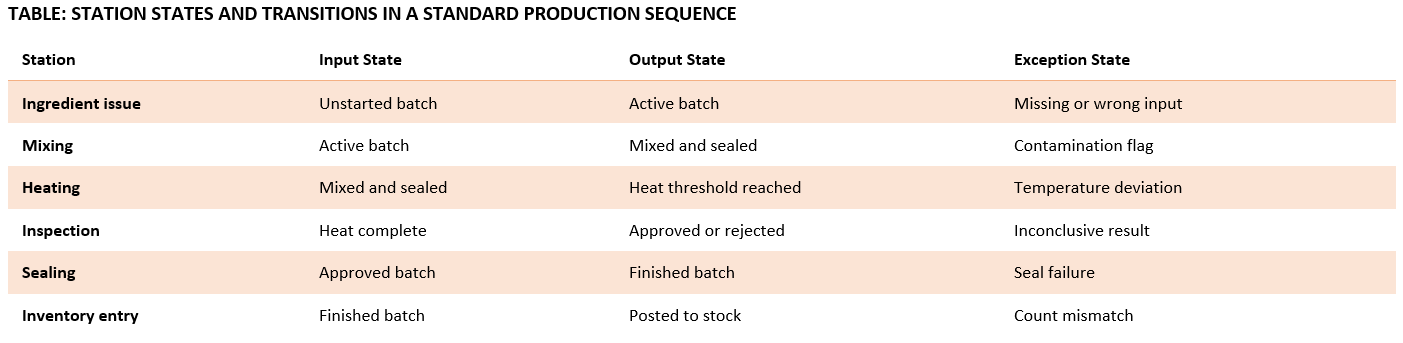
Each transition is recorded as an event. If a station skips a state, the system flags the gap. If a state is repeated, it is logged as a duplicate. Neither is allowed to pass silently.
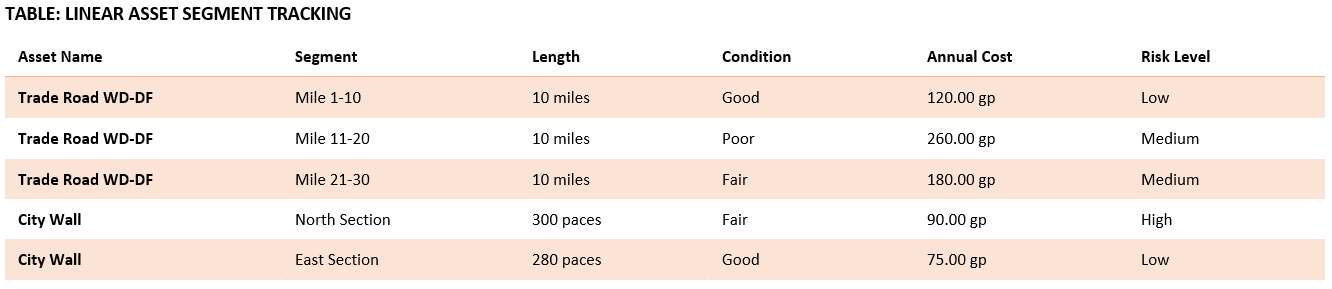
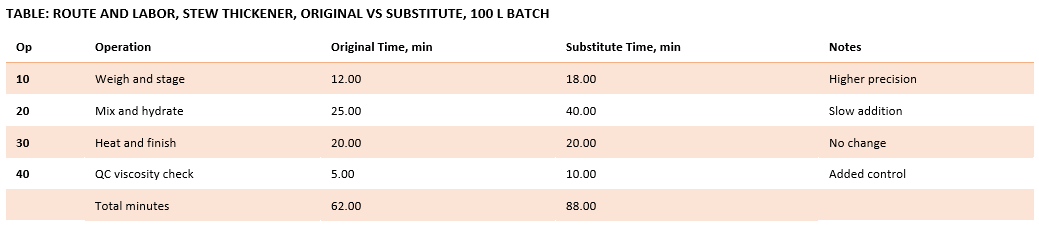
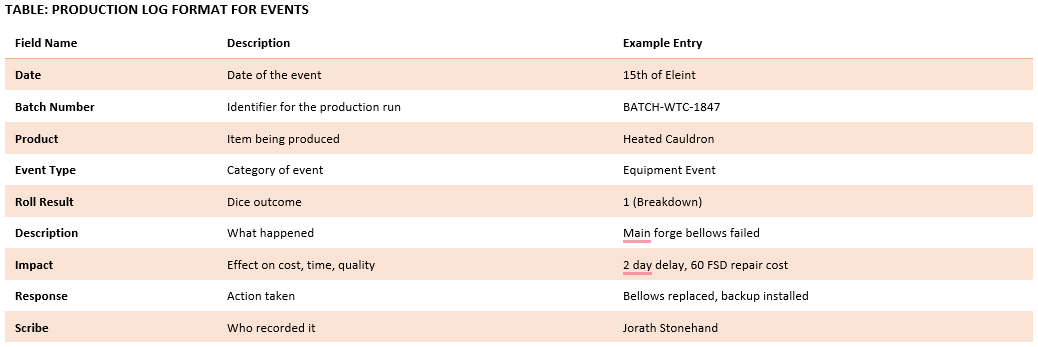
Worked Example: Automated Heated Cauldron Batch
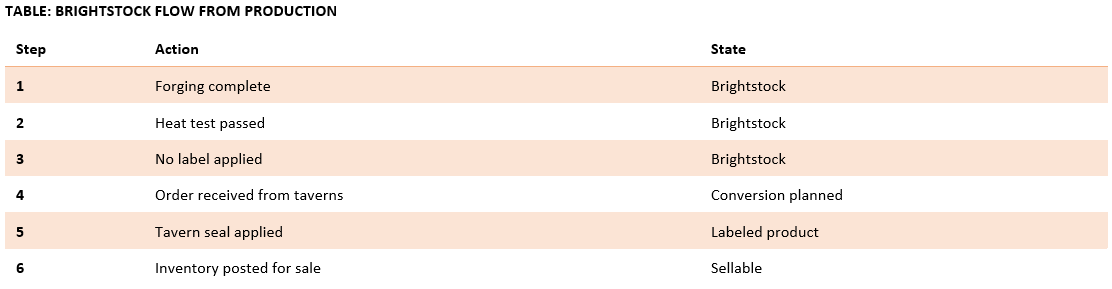
The following example traces a single heated cauldron batch through the Waterdeep workshop from first issue to final inventory entry. Each step represents a change in state, not a task recalled later.
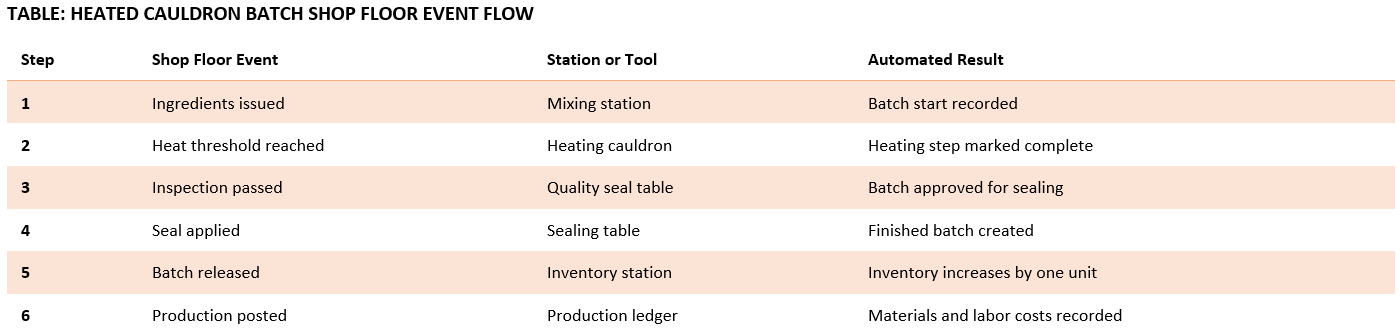
When the seal is applied at step four, the inventory record and cost entry are already prepared. No notes are rewritten, and there is no delay between the work done and the records being updated. If the inspection at step three had failed, the batch would have moved to a rework or loss state, and both the cost of materials and the cost of the failed inspection would have been captured before any further action was taken.
The floor reports for itself. Every cauldron that leaves the workshop carries a full history of how it was made, who touched it, and what it cost.
Controls and Safeguards
Automation strengthens oversight rather than weakening it. Stations cannot proceed without correct inputs, seals cannot be reused, and exceptions require review before release. Every action leaves a trace that can be followed back to its origin.
This protects both the product and the company name associated with it. For a guild operating across multiple cities, that protection is a commercial asset as much as it is an operational one.
Realms-Aware Considerations
Faerûn is not uniform, and automation must respect that. Magic-dense cities such as Waterdeep and Silverymoon support fine-grained indicators and real-time runic tracking. Frontier towns and rural waypoints rely on simpler marks paired with manual confirmation steps.
Guild rules may impose additional checks on top of standard event flows, particularly in trades regulated by bodies such as the Baldur’s Gate Blacksmiths Guild or the Arcane Artificers and Alchemists Union. Seasonal conditions, festival disruptions, and caravan delays can also affect timing and flow, and the event model must account for pauses without treating them as failures.
Automation works best when it matches the place it serves. A system designed for a Waterdeep forge will need adjustment before it is useful in a Luskan dockyard.
Final Thoughts
Shop floor automation in Faerûn gives work a voice. When production speaks at the moment, it changes, losses shrink, quality stabilizes, and ledgers remain true. The Waterdeep Trading Company does not rely on memory to run its operations. It relies on events, states, and seals, as well as a floor that records itself.
For any guild looking to grow without losing control, this discipline is not optional. It is the difference between a ledger that reflects what happened and a ledger that reflects what someone hoped happened.
Support the AD&D365 Project on Patreon.
To grow this world, we’ve launched an official Patreon page where supporters can access exclusive content, tools, and training labs, and even influence the project’s future. Your support fuels more than just development; it expands the guildhall, forges new scrolls, and empowers the next generation of configuration wizards. Begin your journey: https://www.patreon.com/adnd365/
A Grateful Salute to Our Patrons
To everyone who supports this world, thank you for helping keep it alive and growing.
Our Benefactor: Andre Breillatt. Your generosity powers the heart of this project. Because of you, everything continues to grow and move forward.
Our Apprentices: Michael Ramirez and Andreth Bael’Rathyn‡. The engines keep turning, and the training halls stay alive because of you.
With special thanks to our past Apprentices, whose early support built the foundation: Ralf Weber, Wendy Rijners, Shashi Mahesh, Julia Tejera, Ben Ekokobe, Tiago Xavier, Naveen Boyinapelli, Marcos Tadeu Wolf, Kathryn Greene, Jason Brown, Mark Christy, and Ashish Singh.
Our Initiates: Sarah D. Morgan, Jesper Livbjerg, Harry Burgh, Martin Frahm, Gregory Brigden, and Peter Lorre. You’ve stepped beyond watching and into shaping what this becomes.
Our Followers: Rusty Cavalier, Eric Shuss, and Michael Ramirez. Your steady backing keeps progress steady.
Our Voyeurs (Free Members): Deborah, Zarana, Daniel Tchakounte, Will Morrison, Danuelle Geldenhuys, Stuart, JoeNorthMan, Kshitiz Sinha, Michael A., Danijel Vucic, Damio, Zamir Gori, LK, Reza Al, Amith Prasanna, Suprit Naregal, Monika Duplessis, Brianna Otto, PW, Laura J, Alan Megahy, Carsten, Carri, Marcel Barrow, Greg, Ahmet, Franky, Abdullah, Basil Quarrell, Abdelrahman Nabil, NPC, Manimaran Shanmugam, and Shoaib Rafi. Ever watching from the shadows, curious but not yet parting with a single gold piece. Your quiet interest is noticed and lightly judged.
Want to design your own economic models in Faerûn? Get your own AD&D365 Environment and guides at adnd365.com/start, and request access to the public view of the current database at https://public.adnd365.com – Login npc@adnd365.com, Password N0nPl@yC#822!